The industrial sector often operates in extreme conditions that demand the utmost in stability and reliability from its computing components. ATX motherboards, being the central nervous system of any industrial PC, must be able to withstand harsh environments while maintaining performance. Ensuring the stability and reliability of ATX motherboards in extreme environments is crucial for industrial applications where downtime can be costly. This article will explore the key features and strategies to ensure the stability and reliability of industrial ATX motherboards.
When selecting an ATX motherboard for industrial applications, several factors must be considered to ensure it can operate reliably in extreme conditions.
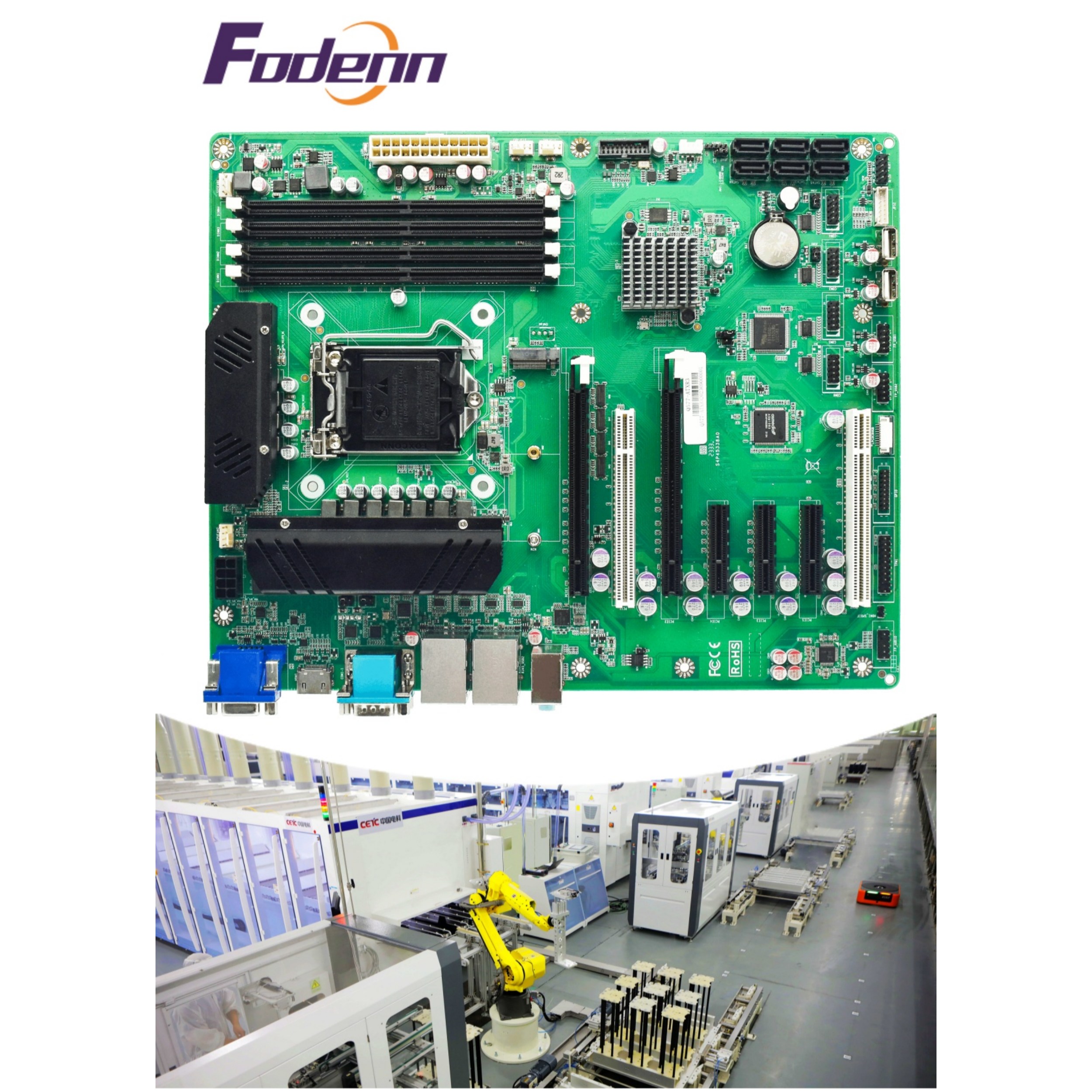
1. Processor and Chassis Design: The ATX motherboard should feature a robust processor like the Intel Core 12th to 14th Gen desktop platform, which is known for its high performance and reliability. The Fodenn IPC-Q677, for instance, utilizes the LGA1700 socket and Intel Q670 chipset, providing a solid foundation for industrial applications.
2. Memory and BIOS: Ample memory is crucial for handling large data sets and ensuring smooth operation. The IPC-Q677 supports up to 128GB of DDR4 3200 memory, allowing for complex tasks. Additionally, a reliable BIOS system like the AMI EFI 256MBIT on the IPC-Q677 ensures stable system management.
3. Graphics and Operating System Support: Integrated graphics, such as Intel® HD Graphics, should be capable of supporting multiple operating systems, including Windows, Linux, and Unix. This flexibility is essential for various industrial applications and ensures compatibility with a wide range of software solutions.
4. I/O Connectivity: Comprehensive I/O options are necessary for connecting to various peripherals and external devices. The IPC-Q677 offers a range of I/O interfaces, including multiple Gigabit LAN ports, display outputs, and a variety of USB ports, ensuring extensive connectivity options.
5. Environmental Resilience: Industrial motherboards must be able to operate in a wide range of temperatures and conditions. The IPC-Q677 ATX is designed to function in temperatures from 0℃ to 60℃, making it suitable for harsh industrial environments.
6. Power Input and Voltage Stability: A stable power supply is critical for maintaining system integrity. The IPC-Q677 supports a wide range of input voltages (+12V, +5V, +3.3V, -12V) and is designed to operate with a 24+8Pin ATX power supply, ensuring reliable power delivery.
7. Expansion Slots and Storage: The availability of expansion slots and storage options allows for future upgrades and additional functionality. The IPC-Q677 provides multiple PCIe slots and SATA ports for storage, ensuring that the motherboard can adapt to changing requirements.
8. Certifications and Compliance: Industrial motherboards should meet certain safety and compliance standards, such as CE certification, which indicates that the product has been tested for safety and performance.
In conclusion, ensuring the stability and reliability of industrial ATX motherboards in extreme environments involves selecting an embedded motherboard with a robust processor, ample memory, comprehensive I/O options, environmental resilience, stable power input, and necessary certifications. The IPC-Q677 and IPC-Q477 industrial motherboards supplied by Fodenn Industrial Manufacturer are designed with these features in mind, making them excellent choices for a wide range of industrial applications where reliability is paramount. For more information on these motherboards or to explore customization options, contact Fodenn today.
By focusing on these critical aspects, industrial motherboards can provide the stability and reliability needed to support industrial operations in the most demanding conditions. Whether used in vehicle monitoring, public transportation systems, or industrial automation, the right ATX motherboard is essential for maintaining continuous and efficient operations.